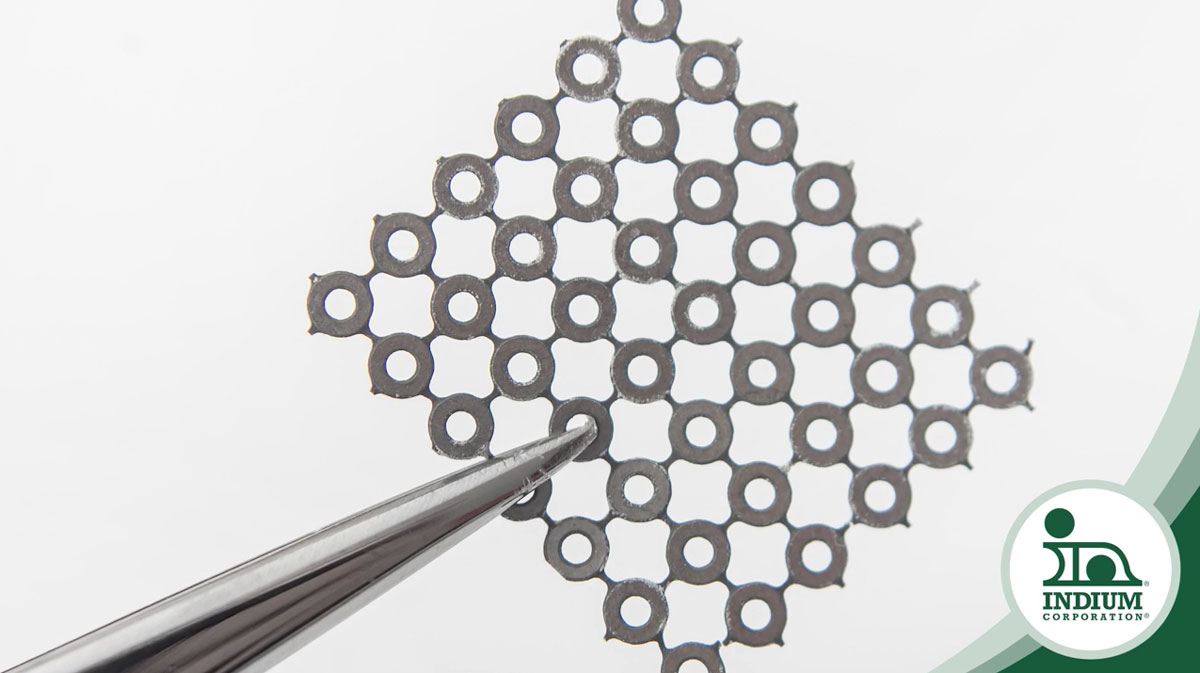
If you are using individual washers in your process, there are several things to keep in mind:
The ID (inner diameter) of the washer will be the most critical dimension. It needs to fit over the pin. If your washers are flux-coated, be sure to allow for the added flux in your calculation.
Some IDs are too small for flux coating as the flux coating can easily obscure the ID and make it difficult to smoothly place a washer over a pin.
When you are flux coating your washers, less is more. In other words, 0.5% to 1.5% flux by weight is sufficient to reduce the surface oxides and prepare the surface for wetting.
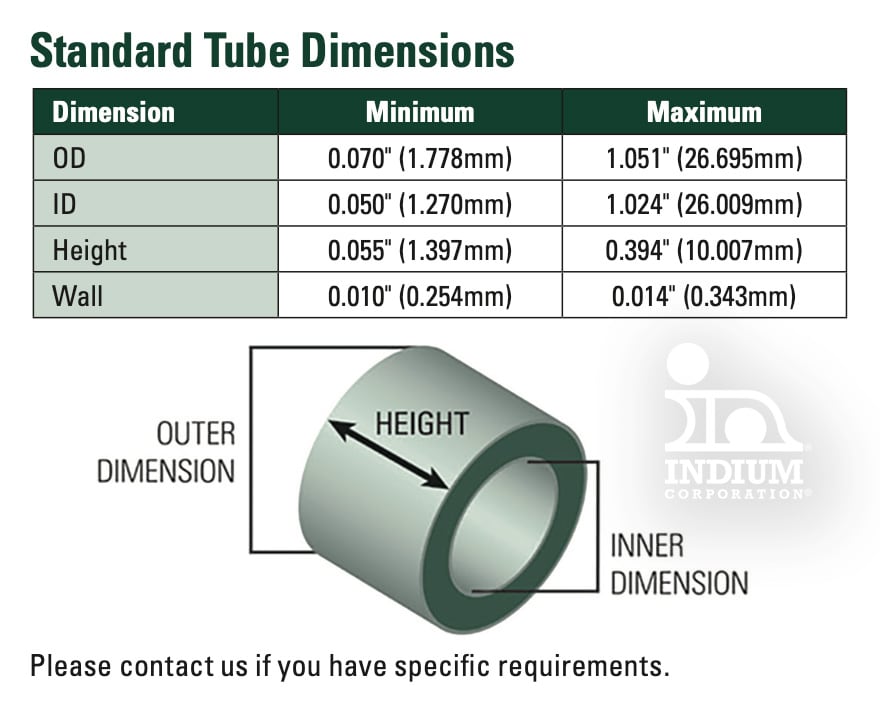
Solder volume can be adjusted by adjusting the thickness. Contact us to help determine the best inner and outer dimensions for your application. Next we'll need to know the board thickness, hole size, and pin size. Then we can recommend the proper thickness for your washer.
Solder Tubes – Precise Solder for Connector and Wire Splice Applications
Indium Corporation’s Solder Tubes provide a precise, controlled amount of solder for heat shrink electrical joint termination within solder sleeves.
Solder Tubes can be customized to meet your heat shrink solder sleeve requirements and are ideal for a number of applications including:
Radio systems
Wire harness
EMI shield to ground termination
Wire to wire splicing, and more
Flux Delivery
Flux serves a threefold purpose:
It removes any oxidized metal from the surfaces to be soldered;
Seals out air, thus preventing further oxidation;
And improves wetting characteristics of the liquid solder.
Visual Reflow Indicators
There are two options available for visual verification that the reflow temperature for the solder has been reached:
Thermochromic indicator dye which disappears when the proper temperature has been reached.
External indicator ring which is made of an alloy that melts at a higher temperature than the base tube. Once the outer ring is reflowed, it is an indication that the base tube has also reflowed.
Features:
Visual reflow verification
Flux content in the range of 0.5%-2% by weight
Available in the most frequently used solder alloys, including:
SAC alloys
SnAg
Sn63
Sn62
Sn10
Non-standard alloys are also available, depending on the alloy.
For more information, contact Igor Faleichik via email or +1 315-853-4900.