

This is the third in a series of blog posts that talk about reinforced Solder Preforms for high–reliability and low voiding. This post will focus on how InFORMS® affect bondline consistency and why this is an important variable to consider.
The stand-off that is embedded into the solder limits the collapse of the molten solder. If the component weight is greater than the surface tension of the solder when the solder melts, the part will sink into the solder. When the solder solidifies, it is unlikely it will remain planar unless there is a stand-off for the component to rest upon.
In work done by James Booth and his colleagues at Dynex Semiconductor Ltd. UK and Indium Corporation’s Karthik Vijay , a reinforced solder preform was used in an IGBT assembly to bond the DBC to the baseplate. In this study, a 95Sn/5Sb solder preform was embedded with a stand-off thickness of 0.008 inches. The assembly process, like most IGBTs, was done in a fluxless, vacuum reflow process. After reflow, they looked at overall device planarity as well as thermal cycling reliability.
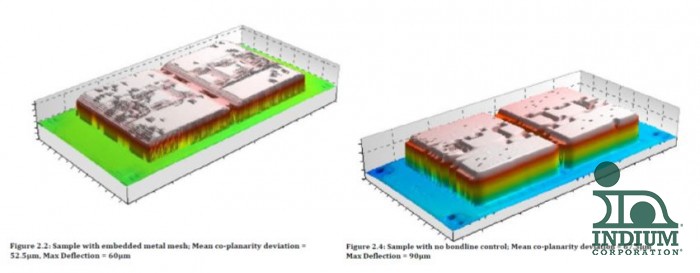
The images below show laser profilometer of an IGBT assembled with a reinforced solder preform next to one assembled with just a standard solder preform (no stand-off). When assembled using the preform with the built in stand-off, the overall co-planarity was better, with a mean deviation of 52.5 micron for the InFORM versus 67.5 microns with a standard preform. The maximum deflection for the reinforced solder preform was 60 microns while the standard preform had a maximum deflection of 90 microns. The IGBT assembled using the reinforced solder produced better co-planarity than the one using standard solder. The reinforced solder preform resulted in solder joints that have a much more consistent bondline thickness.
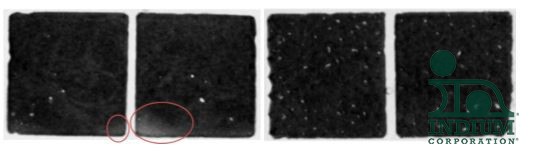
Additionally, they ran thermal cycling from -50°C to 150°C with one-hour dwells. The C-SAM images shown below compare a standard solder after 600 cycles to a reinforced solder preform after 800 cycles. The standard solder is showing delamination, which is believed to be a result of an inconsistent bondline thickness. Even after 200 additional cycles, the reinforced solder joint shows no delamination. This provides sufficient evidence that the bondline consistency has a positive impact on overall solder joint reliability.
My next post will discuss the design of experiments to determine InFORM® voiding characteristics.
'Til Next Time,
Adam